禾星文化助力國際貿易新篇章 2019首屆國際貿易服務博覽會圓滿收官

2019年,首屆國際貿易服務博覽會在萬眾矚目中圓滿落下帷幕。作為倡導全方位信息服務咨詢的先行者,禾星文化謹向本屆博覽會的成功舉辦致以最熱烈的祝賀。這不僅是一場匯聚全球商貿智慧的盛會,更是國際貿易領域邁向數字化與服務多樣化的重要里程碑。
最新產品

長春眾合銀華 專業信息咨詢服務的探索與實踐
信息咨詢服務 破解信息迷霧的鑰匙
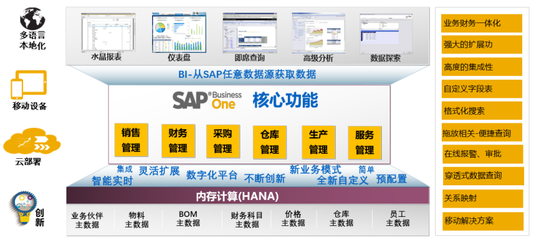
淄博SAP ERP實施服務商中科華智 專業信息咨詢助力企業數字化轉型

卡奧斯3大領域入選IDC“中國制造業MES軟件行業生態”圖譜 智能制造咨詢服務再獲權威認可

網絡游戲代理運營 為玩家提供更貼心的信息咨詢服務
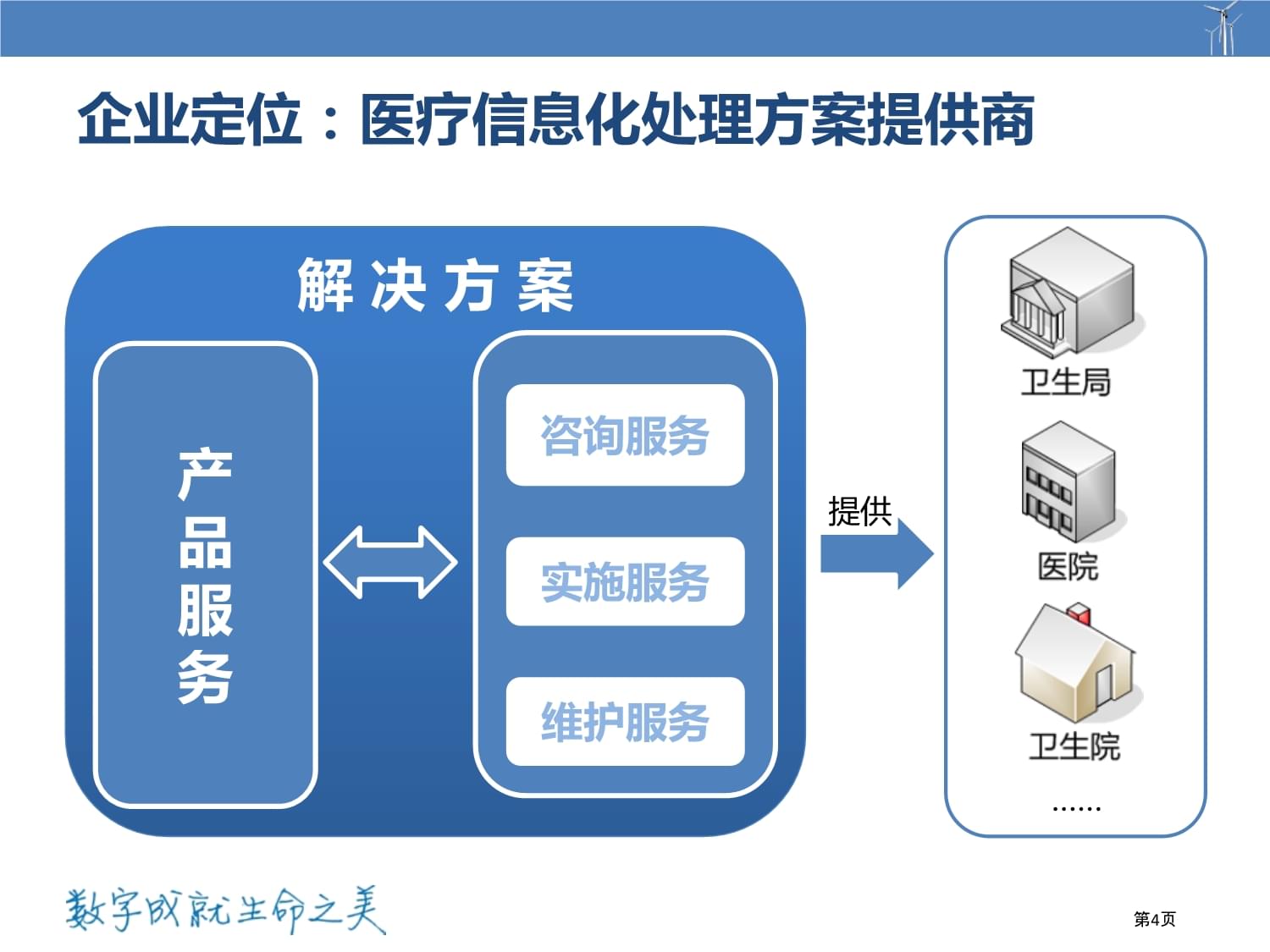
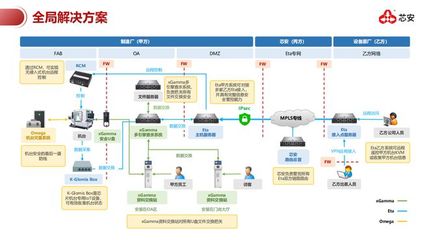
賦能未來健康 互聯網+數字化醫院與智慧醫院解決方案的信息咨詢服務探討

高級記賬報稅服務 深圳華智中天管理咨詢,優質品牌的實惠之選
禾星文化助力國際貿易新篇章 2019首屆國際貿易服務博覽會圓滿收官
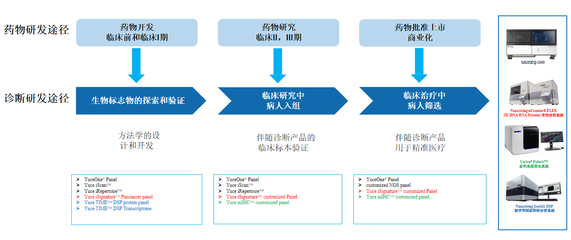
引領精準醫療 裕策生物深化伴隨診斷與藥物研發一站式信息服務

噪聲治理與噪聲控制技術咨詢服務 守護安靜每一步的科學方法